Instala la aplicación
Como instalar la aplicación en iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Se debe tener en cuenta: This feature may not be available in some browsers.
Estás usando un navegador obsoleto. No se pueden mostrar este u otros sitios web correctamente.
Se debe actualizar o usar un navegador alternativo.
Se debe actualizar o usar un navegador alternativo.
Recuperar K 1100 LT "Esperanza"
- Autor T-93
- Fecha de inicio
versiano
Curveando
Que peligro con radial y electrodo en mano!!!! En Oceans Thirteen os contratan fijo! Jojojo pero cuidado con las miXtas que las carga El diablo!
En fin... A ver como acaba esto...
En fin... A ver como acaba esto...
chanitopere
Allá vamos
Yo que pensaba que el listón no,podía subir más de donde estaba....que ingenuo .
Enhorabuena por el trabajo.....
Enhorabuena por el trabajo.....
utrillano
Curveando
lo que os habeis currao es el abridor de cervezas,sois unos maquinas,no habeis pensado entre los tres en construiros una moto vuestra y patentarla,seguro que os da menos trabajo que el canguro y espe.
saludos.
saludos.
manitafuria
Curveando
- Registrado
- 4 Nov 2006
- Mensajes
- 2.585
- Puntos
- 38
Joperrrrr, esta gente son capaces de inventar algo para acabar con la crisis y mandar a políticos y banqueros a la carcel 
Buenas noches.
Seguimos con ello.
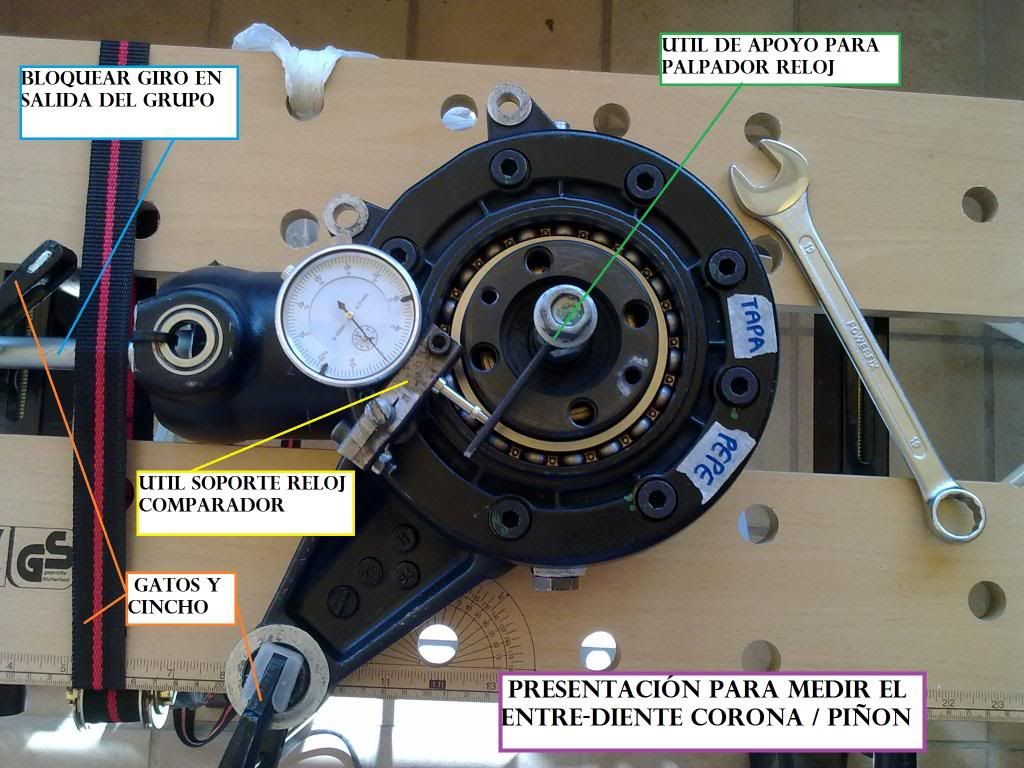
Os dejo una vista lateral de como queda la cosa.
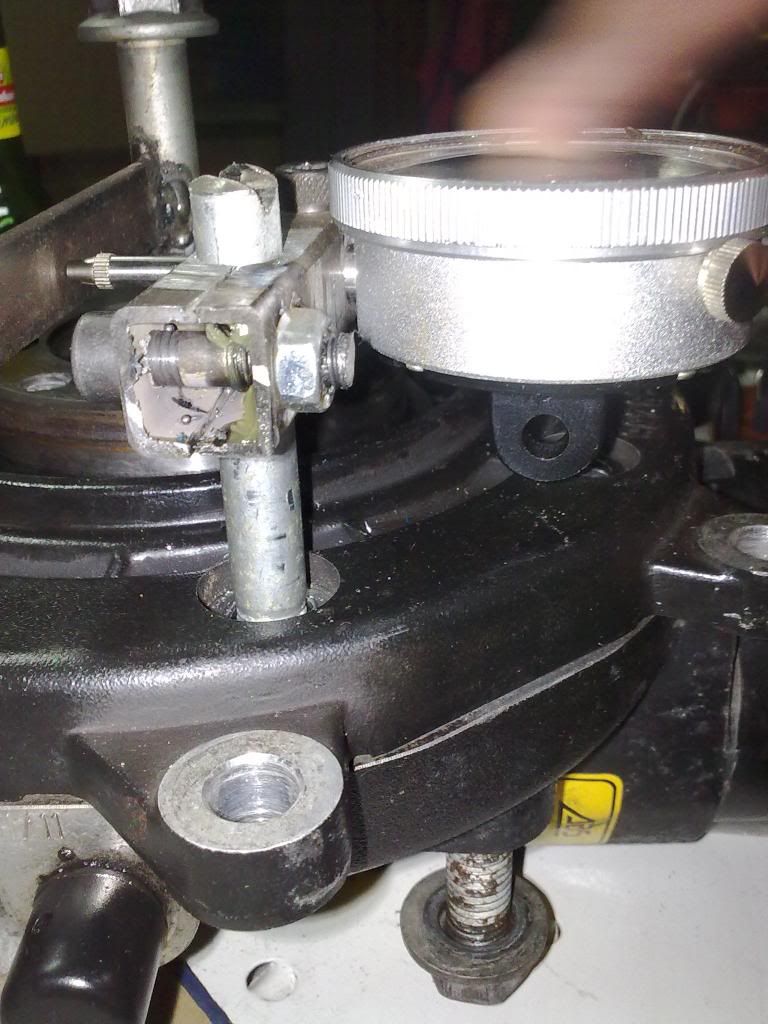
Nos falta un detalle para poder medir. Debemos colocar una tuerca en el tornillo central para frenar y bloquear el tornillo a los grados que nos interese, en definitiva debe ser cuando empiece a presionar la aguja palpadora del reloj, pero buscando los 90 grados ya comentados.
De no colocar esta tuerca tendrías que roscar el tornillo a tope y quedaría siempre en la misma posición y no coincidirá con el reloj comparador. Es necesario colocar primero el comparador y después ir girando la pletina (soldada al tornillo) para ajustar a cero el reloj y poder medir.

Nos vamos a preparar para realizar una medición de prueba y para ello abrimos el "grupo de ensayos" y extraemos la arandela de pre-carga que va ubicada entre el rodamiento grande y la tapa de la carcasa (si dejamos la arandela quedará cargado y no se podrá medir ninguna holgura). Dejamos la tapa sin retén (ya estaba) y calentamos para dilatar un poco y permitir al conjunto corona cierta libertad de "sube y baja". Como dato os diré que al desmontar hemos medido la arandela de pre-carga del rodamiento cónico (pequeño) y trae una de 2,40 mm.
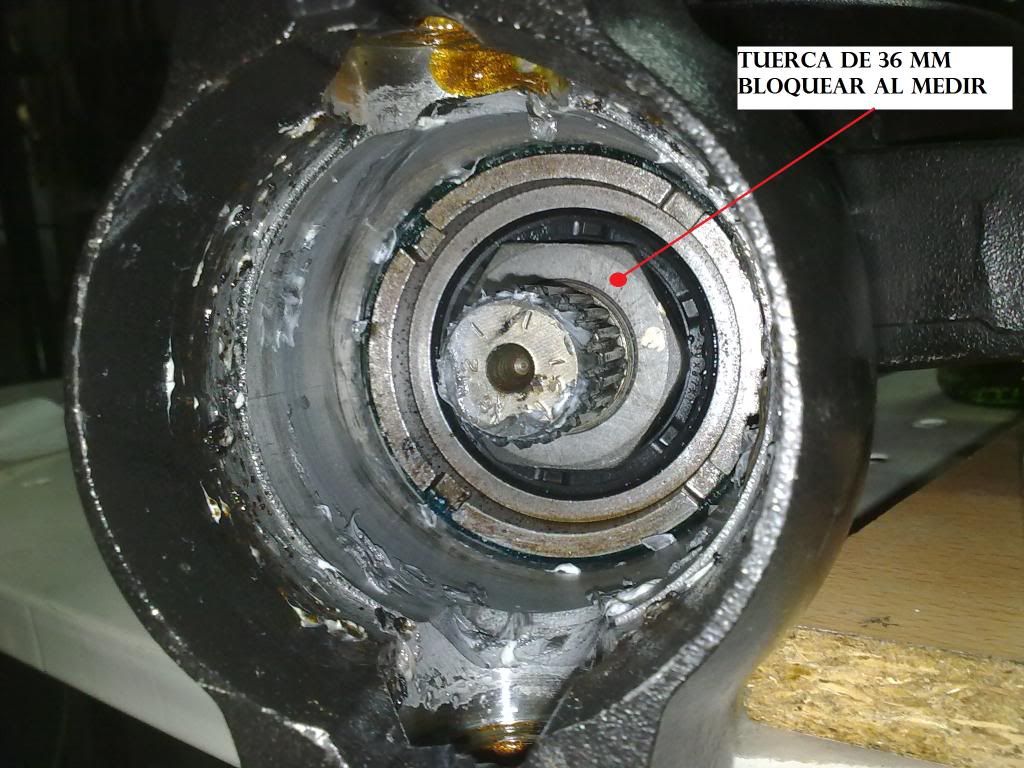
Debemos bloquear la tuerca de 36 mm que queda en el interior de la entrada al piñón de ataque (ver foto)
También es conveniente inmovilizar el grupo a una mesa para poder medir de forma más precisa.
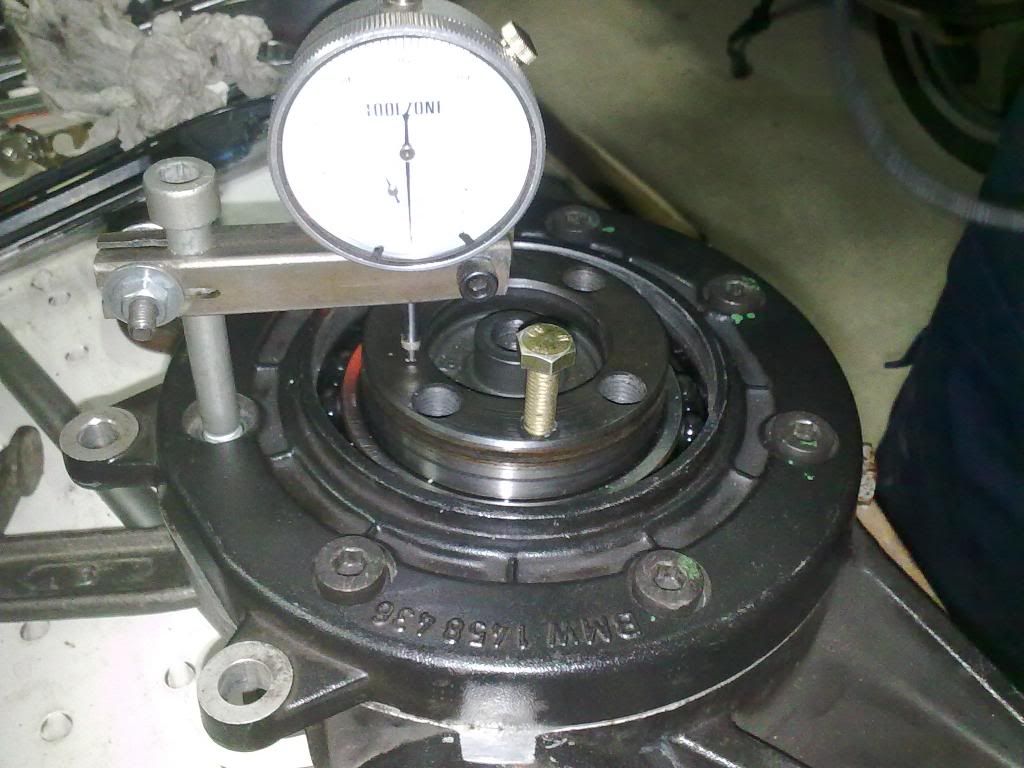
Una vez hecho lo anterior y con la tuerca "freno" colocada en el tornillo, preparamos todo para poner a cero el comparador

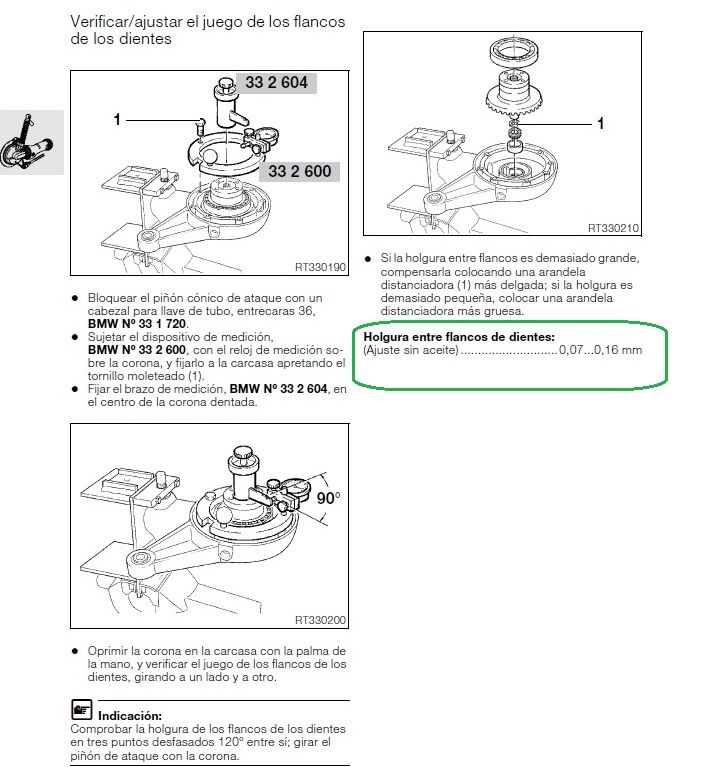
Buscamos el juego del entre-diente entre la corona y el piñón, dejando este haciendo tope a un lado (no al medio) y entonces ajustamos la esfera numerada del reloj comparador a cero.

Suavemente giramos en sentido del juego y vemos el valor obtenido

Podemos ver que tiene un juego de 12 centésimas de milímetro y el manual indica en la página 33.14 que debe estar (sin aceite) entre 7 y 16 centésimas, por lo tanto el grupo de ensayos tiene este valor correcto con la arandela que trae de 2,40 mm.
Consejo: Si mueves el conjunto corona a la vez que oprimes con al mano, en un sentido y en otro enseguida coges el tacto para notar el "tac-tac" de la holgura.
Para terminar la exposición de la fabricación os dejo una foto de los dos útiles fabricados de momento :rolleyes2:

Bueno pues más o menos esto está conseguido ¿no?
Pero como Fara estaba dando vueltas a otra cosa, era buen momento para liarse con ello.
Recordáis que para medir la holgura de la arandela grande (entre rodamiento y tapa) poníamos la base imantada en una zona de la carcasa del grupo y a medir con cuidado, pues para evitar estos equilibrios y aprovechado otro trozo de tubo .......
¿Sabéis qué? ..............................
Que venga otro útil para el carro, Fara estaba en plena producción :cheesy:
Es este ...

El principio de funcionamiento es el mismo que en el caso anterior, permite fijar el comparador a la carcasa para apoyar su aguja en el conjunto corona, para poder medir la elevación producida.
Ubicación para trabajar ...
Ahora medimos, igual que siempre ... tras roscar dos tornillos en los orificios destinados a sujetar el disco de freno, calentamos la tapa, empujamos hacia abajo y obligamos hacia arriba con dos desmontables apalancando en los tornillos con unos desmontables.
Aunque ya se ha tratado anteriormente, os dejo una foto para presentar el nuevo útil

Hasta aquí los ensayos de laboratorio, ahora toca desmontar los grupos de rozak y servidor para medir las tolerancias e intentar volver a rodar en moto :undecided:
Hasta aquí lo que puedo contar. Como se ha visto esto no hace más que ratificar que Fara es grande, pero que muy grande y aprovecho desde aquí para exaltar su buen hacer profesional, que se ve respaldado por su sencillez personal y que sepáis que no me canso de hacerle la rosca
Desde aquí quiero agradecerte públicamente tu ayuda en todo este "viaje", que empiezo ya a considerarlo alucinante gracias a tú interés y coraje.
Hala nada más que reiterar que tanto rozak como yo pasamos una tarde inolvidable en "La fábrica de útiles" :cheesy:
Como siempre Fara :kiss: :kiss: :luxhello: :luxhello: ...
... y un saludo a todos.
Seguimos con ello.
Os dejo una vista lateral de como queda la cosa.
Nos falta un detalle para poder medir. Debemos colocar una tuerca en el tornillo central para frenar y bloquear el tornillo a los grados que nos interese, en definitiva debe ser cuando empiece a presionar la aguja palpadora del reloj, pero buscando los 90 grados ya comentados.
De no colocar esta tuerca tendrías que roscar el tornillo a tope y quedaría siempre en la misma posición y no coincidirá con el reloj comparador. Es necesario colocar primero el comparador y después ir girando la pletina (soldada al tornillo) para ajustar a cero el reloj y poder medir.
Nos vamos a preparar para realizar una medición de prueba y para ello abrimos el "grupo de ensayos" y extraemos la arandela de pre-carga que va ubicada entre el rodamiento grande y la tapa de la carcasa (si dejamos la arandela quedará cargado y no se podrá medir ninguna holgura). Dejamos la tapa sin retén (ya estaba) y calentamos para dilatar un poco y permitir al conjunto corona cierta libertad de "sube y baja". Como dato os diré que al desmontar hemos medido la arandela de pre-carga del rodamiento cónico (pequeño) y trae una de 2,40 mm.
Debemos bloquear la tuerca de 36 mm que queda en el interior de la entrada al piñón de ataque (ver foto)
También es conveniente inmovilizar el grupo a una mesa para poder medir de forma más precisa.
Una vez hecho lo anterior y con la tuerca "freno" colocada en el tornillo, preparamos todo para poner a cero el comparador
Buscamos el juego del entre-diente entre la corona y el piñón, dejando este haciendo tope a un lado (no al medio) y entonces ajustamos la esfera numerada del reloj comparador a cero.
Suavemente giramos en sentido del juego y vemos el valor obtenido
Podemos ver que tiene un juego de 12 centésimas de milímetro y el manual indica en la página 33.14 que debe estar (sin aceite) entre 7 y 16 centésimas, por lo tanto el grupo de ensayos tiene este valor correcto con la arandela que trae de 2,40 mm.
Consejo: Si mueves el conjunto corona a la vez que oprimes con al mano, en un sentido y en otro enseguida coges el tacto para notar el "tac-tac" de la holgura.
Para terminar la exposición de la fabricación os dejo una foto de los dos útiles fabricados de momento :rolleyes2:
Bueno pues más o menos esto está conseguido ¿no?
Pero como Fara estaba dando vueltas a otra cosa, era buen momento para liarse con ello.
Recordáis que para medir la holgura de la arandela grande (entre rodamiento y tapa) poníamos la base imantada en una zona de la carcasa del grupo y a medir con cuidado, pues para evitar estos equilibrios y aprovechado otro trozo de tubo .......
¿Sabéis qué? ..............................
Que venga otro útil para el carro, Fara estaba en plena producción :cheesy:
Es este ...
El principio de funcionamiento es el mismo que en el caso anterior, permite fijar el comparador a la carcasa para apoyar su aguja en el conjunto corona, para poder medir la elevación producida.
Ubicación para trabajar ...
Ahora medimos, igual que siempre ... tras roscar dos tornillos en los orificios destinados a sujetar el disco de freno, calentamos la tapa, empujamos hacia abajo y obligamos hacia arriba con dos desmontables apalancando en los tornillos con unos desmontables.
Aunque ya se ha tratado anteriormente, os dejo una foto para presentar el nuevo útil
Hasta aquí los ensayos de laboratorio, ahora toca desmontar los grupos de rozak y servidor para medir las tolerancias e intentar volver a rodar en moto :undecided:
Hasta aquí lo que puedo contar. Como se ha visto esto no hace más que ratificar que Fara es grande, pero que muy grande y aprovecho desde aquí para exaltar su buen hacer profesional, que se ve respaldado por su sencillez personal y que sepáis que no me canso de hacerle la rosca
Desde aquí quiero agradecerte públicamente tu ayuda en todo este "viaje", que empiezo ya a considerarlo alucinante gracias a tú interés y coraje.
Hala nada más que reiterar que tanto rozak como yo pasamos una tarde inolvidable en "La fábrica de útiles" :cheesy:
Como siempre Fara :kiss: :kiss: :luxhello: :luxhello: ...
... y un saludo a todos.
Victormes
Curveando
Joder Fernando!!!
me (nos) teneis los dos flipando!
me (nos) teneis los dos flipando!
Luis_Cabrio
Acelerando
- Registrado
- 19 Sep 2011
- Mensajes
- 291
- Puntos
- 0
Jod vaya currada, y las mujeres que opinan de esta obra? porque la mia empieza a estar hasta el moño...
Fernando, como se que eres una persona que le gusta tener sus herramientas en orden, mira esto, un regalo.
http://dx.com/p/0-25-mm-outside-micrometer-0-01mm-resolution-6982
Por menos de una cerveza con tapa.
Si es que esto de compartir la información es lo que tiene, que nos gastamos las perras
.Llevas razón que por el precio que tiene merece la pena tener uno a mano, al final he comprado uno debido a un pedido realizado junto a otro forero. En esta ocasión ha sido aquí ...
http://www.ebay.co.uk/itm/Micrometer-0-25mm-External-Engineers-Analogue-Measure-TE244-/400391758139?pt=UK_Measuring_Tools_Levels&hash=item5d3935613b
ha salido por 10,25 libras puesto en casa (unos 12 euros) y para apañarnos a nivel usuario sirve, pues la calidad por ese precio no se puede pedir.
Como no, una foto del micrómetro o palmer

En esta página por ejemplo tenéis el reloj comparador que yo compré (la carcasa es igual aunque con otro logo), por unos 33 euros al cambio, yo pagué en recambios paling casi el doble
 (59 eurapios) que no os pase igual
(59 eurapios) que no os pase igual ")
Gracias manitafuria por la idea
Un saludo
")
Jod vaya currada, y las mujeres que opinan de esta obra? porque la mia empieza a estar hasta el moño...
Pues la mía también pero no es eso lo peor, últimamente estoy yo pensando casi como ella
Saludos
Gracias por todos los comentarios, como siempre es un placer poder compartir con vosotros los momentos agridulces, de estas nuestras motos
Pues ya he sacado el grupo de la moto por "titanta" vez y así se presenta la cosa ...

Para sacar la pista de apoyo del rodamiento cónico, la idea era apañarme con unos extractores que tengo de 2 ó 3 patas. Tras rebajar un poco el espesor de las garras, he puesto las garras de 100 mm en el extractor pequeño de 75 mm y queda así ...
Como el husillo no llega abajo, he intentado que sufra en un alargo o prolongador del juego de carracas, pero resulta que las dos garras y el alargo no caben ...
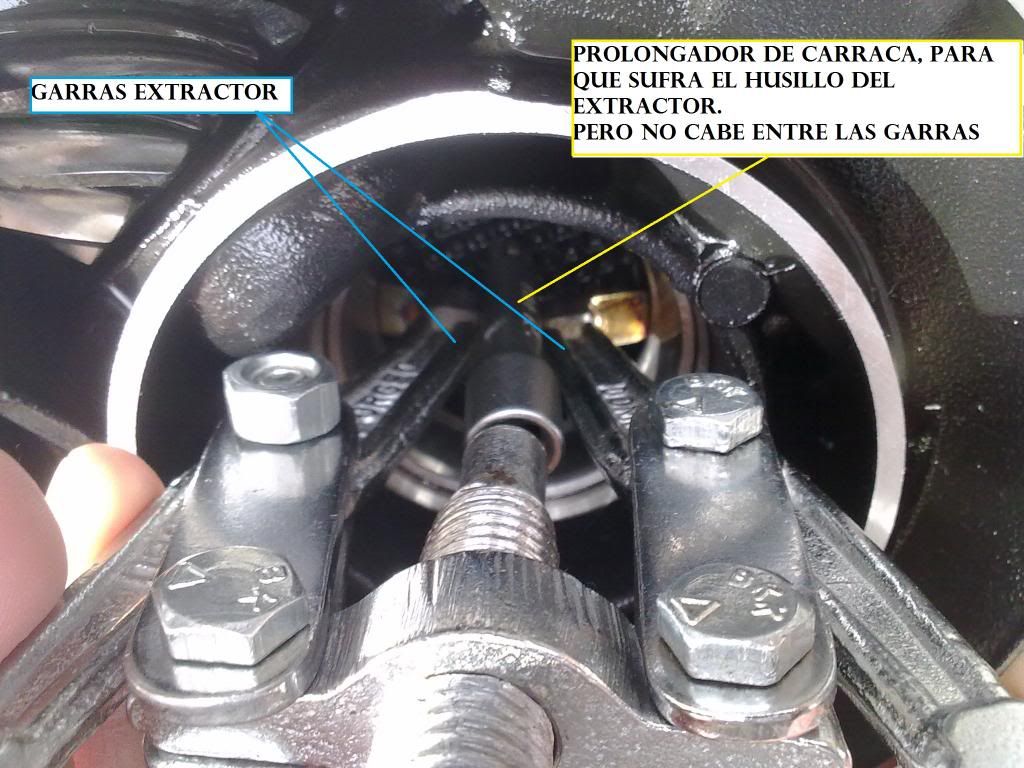
Así pues de esta forma no se puede pues no logro ni dejar fijo el extractor, con estos medios no hacemos nada.
Otro problema es el escaso escalón que permite la pista para enganchar, he inclinado la garra pequeña para que se vea ...

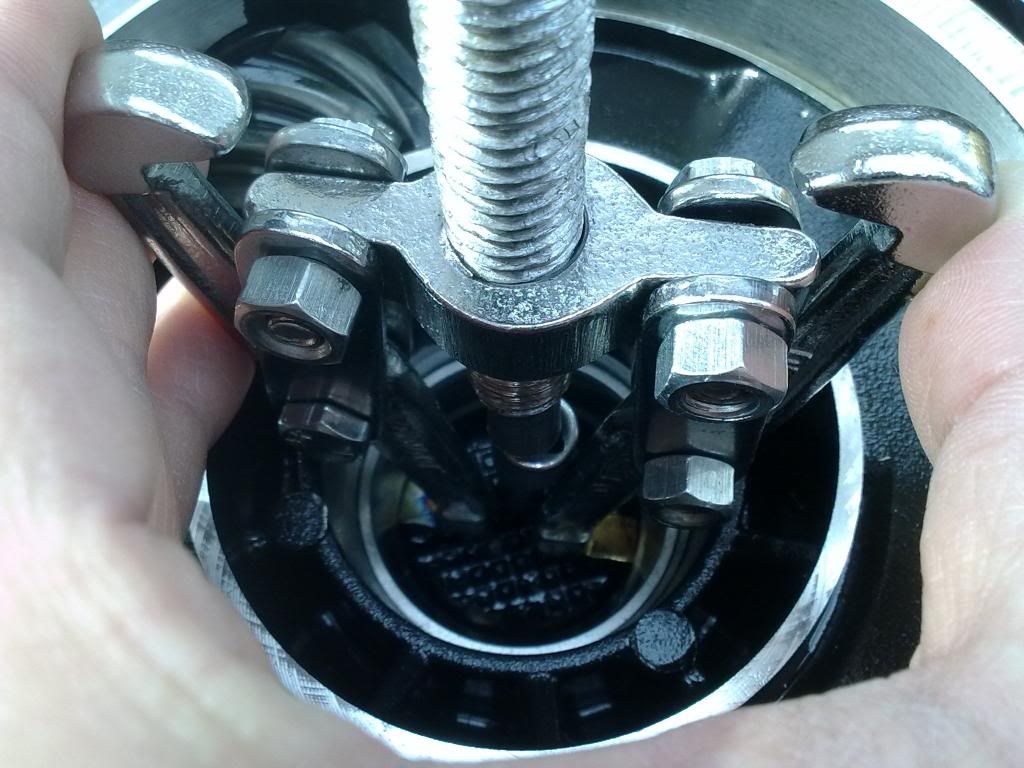
Será necesario buscar otro extractor. Os describo un sistema, son unos cilindros que van ranurados en cruz en la punta y se abren mediante un husillo a la medida necesaria, luego llevan en su parte posterior una pieza redonda que gracias a un taladro desliza por una varilla, que se rosca al extractor y permite golpear hacia el exterior extrayendo el rodamiento o la pista.
Son como estos

El problema de estos kit es que cubren el rango de 10 hasta 32 ó 35 mm y la pista que tengo que sacar tiene un diámetro de 41 y pico (medida mínima), por tanto el extractor tener cerrado esa medida para entrar y luego poder abrir a 44 ó 45 aproximadamente.
De momento nos quedamos así ...

Seguiremos informando cuando se produzcan novedades.
Un saludo a todos.
Pues ya he sacado el grupo de la moto por "titanta" vez
y así se presenta la cosa ...
Para sacar la pista de apoyo del rodamiento cónico, la idea era apañarme con unos extractores que tengo de 2 ó 3 patas. Tras rebajar un poco el espesor de las garras, he puesto las garras de 100 mm en el extractor pequeño de 75 mm y queda así ...
Como el husillo no llega abajo, he intentado que sufra en un alargo o prolongador del juego de carracas, pero resulta que las dos garras y el alargo no caben ...
Así pues de esta forma no se puede pues no logro ni dejar fijo el extractor, con estos medios no hacemos nada.
Otro problema es el escaso escalón que permite la pista para enganchar, he inclinado la garra pequeña para que se vea ...
Será necesario buscar otro extractor. Os describo un sistema, son unos cilindros que van ranurados en cruz en la punta y se abren mediante un husillo a la medida necesaria, luego llevan en su parte posterior una pieza redonda que gracias a un taladro desliza por una varilla, que se rosca al extractor y permite golpear hacia el exterior extrayendo el rodamiento o la pista.
Son como estos
El problema de estos kit es que cubren el rango de 10 hasta 32 ó 35 mm y la pista que tengo que sacar tiene un diámetro de 41 y pico (medida mínima), por tanto el extractor tener cerrado esa medida para entrar y luego poder abrir a 44 ó 45 aproximadamente.
De momento nos quedamos así ...
Seguiremos informando cuando se produzcan novedades.
Un saludo a todos.
Fernando, aunque supongo que ya lo sabrás, necesitas un extractor de interiores como este...

Creo que será el unico tipo de extractor que puedes usar para la pista interna del grupo

Por cierto, en esta foto estamos sacando en su día, el rodamiento conico de un grupo como el nuestro grupo...sin comentarios

Creo que será el unico tipo de extractor que puedes usar para la pista interna del grupo
Por cierto, en esta foto estamos sacando en su día, el rodamiento conico de un grupo como el nuestro grupo...sin comentarios
Fernando, aunque supongo que ya lo sabrás, necesitas un extractor de interiores como este...
Creo que será el único tipo de extractor que puedes usar para la pista interna del grupo
Por cierto, en esta foto estamos sacando en su día, el rodamiento conico de un grupo como el nuestro grupo...sin comentarios
Efectivamente, llevas toda la razón y acto seguido voy a contar el por qué del asunto.
Gracias por las fotos y te diré que alguna ya la tenía guardada :rolleyes2:. Como es lógico toca buscar un extractor del tipo expansión para que sujete a la pista en todo su perímetro, pero os cuento que hasta ahora los precios son prohibitivos en la medida que necesitamos, pues un único elemento sin martillo de masa llega casi a los 100 euros :shocked: ............. así pues ya contaré. No puedo despedirme sin agradecer tus precisas intervenciones.
Un saludo
Bueno pues olvidé relatar la extracción del rodamiento cónico del grupo (el pequeño) y como podéis ver en la tercera foto publicada por Tabayu la cosa va agarrada de narices, bienvenidos los que se salen solos .
Empezamos el combate con el rodamiento cónico.
Primero:
Se intenta con un extractor de dos garras de buena presencia :rolleyes2: y al apretar se dobla la jaula de los rodillos :undecided:, podría obligar y romperla ... pero entonces las garras son demasiado anchas y no caben entre los dientes del sensor de impulsos (que va debajo del rodamiento) ............... pensemos otra forma.
En todos los intentos se aplica calor con la pistola eléctrica.

Segundo:
En esta ocasión probamos con otro extractor de tres garras de peor presencia (tipo chino por el precio que costó, el kit de 3 unidades fueron unos 20 euros) al cual le había aligerado el grosor de las garras con radial y cariño, estas caben entre los dientes del sensor, de momento bien ..... pero al tirar se doblan las garras :angry:


Tercero:
Se prueba a dar la vuelta a las garras utilizando las que vienen de origen más robustas, que también caben en los dientes del sensor. Ahora no se doblan, pero al "tirar" se escapan .... cuando no es una es otra ........... o sea que tampoco hacemos nada :dejection:
Cuarto:
Decido reventar la jaula de los rodillos y usar el extractor de "buena presencia" con dos de las garras del extractor de "dudosa calidad" que al ser más finas entran bien como ya he explicado. Resulta que ahora el rodamiento sigue sin salir y termina escapándose de nuevo una de las garras ...
Quinto:
Recurro a un extractor de guillotina que tenía por ahí y lo coloco con sumo cuidado pues queda muy justo respecto al anillo sensor de la velocidad y no sé si llegará a tocar con riesgo de doblarlo. Ver la colocación.

Como indico con sumo cuidado media vuelta por aquí y media vuelta por el otro lado, ahora la derecha y después la izquierda, con este orden voy apretando la guillotina y logro que suba muy poco a poco, como no tengo el puente roscado para tirar de la guillotina, lo intento con un extractor de dos patas y algo sube porque la guillotina se afloja.

Concluyo la extracción con el de dos garras ... :cheesy: , pero trabajo ha costado leche

Una visual del rodamiento usado una vez ha sido vencido, rodeado por el utillaje empleado.

Debido a la fuerza ejercida por la guillotina hemos tenido algún daño colateral de escasa entidad, la arandela calibrada para ajustar el entre-diente ha quedado "tocada", pero no importa pues será sustituida.

(Edito para cambiar esta foto) Para concluir os dejo la medida de esta arandela: 2,27 mm

Ahora queda saber si es de 2,30 desgastada o el palmer es una ganga (que va a ser lo segundo) En siguientes respuestas lo explico
Aquí concluye otro "asalto" con el grupo
Seguiremos informando.
Un saludo a todos.
.Empezamos el combate con el rodamiento cónico.
Primero:
Se intenta con un extractor de dos garras de buena presencia :rolleyes2: y al apretar se dobla la jaula de los rodillos :undecided:, podría obligar y romperla ... pero entonces las garras son demasiado anchas y no caben entre los dientes del sensor de impulsos (que va debajo del rodamiento) ............... pensemos otra forma.
En todos los intentos se aplica calor con la pistola eléctrica.
Segundo:
En esta ocasión probamos con otro extractor de tres garras de peor presencia (tipo chino por el precio que costó, el kit de 3 unidades fueron unos 20 euros)
al cual le había aligerado el grosor de las garras con radial y cariño, estas caben entre los dientes del sensor, de momento bien ..... pero al tirar se doblan las garras :angry:
Tercero:
Se prueba a dar la vuelta a las garras utilizando las que vienen de origen más robustas, que también caben en los dientes del sensor. Ahora no se doblan, pero al "tirar" se escapan .... cuando no es una es otra ........... o sea que tampoco hacemos nada :dejection:
Cuarto:
Decido reventar la jaula de los rodillos y usar el extractor de "buena presencia" con dos de las garras del extractor de "dudosa calidad" que al ser más finas entran bien como ya he explicado. Resulta que ahora el rodamiento sigue sin salir y termina escapándose de nuevo una de las garras ...
Quinto:
Recurro a un extractor de guillotina que tenía por ahí y lo coloco con sumo cuidado pues queda muy justo respecto al anillo sensor de la velocidad y no sé si llegará a tocar con riesgo de doblarlo. Ver la colocación.
Como indico con sumo cuidado media vuelta por aquí y media vuelta por el otro lado, ahora la derecha y después la izquierda, con este orden voy apretando la guillotina y logro que suba muy poco a poco, como no tengo el puente roscado para tirar de la guillotina, lo intento con un extractor de dos patas y algo sube porque la guillotina se afloja.
Concluyo la extracción con el de dos garras ... :cheesy: , pero trabajo ha costado leche
Una visual del rodamiento usado una vez ha sido vencido, rodeado por el utillaje empleado.
Debido a la fuerza ejercida por la guillotina hemos tenido algún daño colateral de escasa entidad, la arandela calibrada para ajustar el entre-diente ha quedado "tocada", pero no importa pues será sustituida.
(Edito para cambiar esta foto) Para concluir os dejo la medida de esta arandela: 2,27 mm
Ahora queda saber si es de 2,30 desgastada o el palmer es una ganga
(que va a ser lo segundo) En siguientes respuestas lo explicoAquí concluye otro "asalto" con el grupo
Seguiremos informando.
Un saludo a todos.
Última edición:
versiano
Curveando
Bueno pues olvidé relatar la extracción del rodamiento cónico del grupo (el pequeño) y como podéis ver en la tercera foto publicada por Tabayu la cosa va agarrada de narices, bienvenidos los que se salen solos
Empezamos el combate con el rodamiento cónico.
Primero:
Se intenta con un extractor de dos garras de buena presencia :rolleyes2: y al apretar se dobla la jaula de los rodillos :undecided:, podría obligar y romperla ... pero entonces las garras son demasiado anchas y no caben entre los dientes del sensor de impulsos (que va debajo del rodamiento) ............... pensemos otra forma.
En todos los intentos se aplica calor con la pistola eléctrica.
Segundo:
En esta ocasión probamos con otro extractor de tres garras de peor presencia (tipo chino por el precio que costó, el kit de 3 unidades fueron unos 20 euros)
Tercero:
Se prueba a dar la vuelta a las garras utilizando las que vienen de origen más robustas, que también caben en los dientes del sensor. Ahora no se doblan, pero al "tirar" se escapan .... cuando no es una es otra ........... o sea que tampoco hacemos nada :dejection:
Cuarto:
Decido reventar la jaula de los rodillos y usar el extractor de "buena presencia" con dos de las garras del extractor de "dudosa calidad" que al ser más finas entran bien como ya he explicado. Resulta que ahora el rodamiento sigue sin salir y termina escapándose de nuevo una de las garras ...
Quinto:
Recurro a un extractor de guillotina que tenía por ahí y lo coloco con sumo cuidado pues queda muy justo respecto al anillo sensor de la velocidad y no sé si llegará a tocar con riesgo de doblarlo. Ver la colocación.
Como indico con sumo cuidado media vuelta por aquí y media vuelta por el otro lado, ahora la derecha y después la izquierda, con este orden voy apretando la guillotina y logro que suba muy poco a poco, como no tengo el puente roscado para tirar de la guillotina, lo intento con un extractor de dos patas y algo sube porque la guillotina se afloja.
Concluyo la extracción con el de dos garras ... :cheesy: , pero trabajo ha costado leche
Una visual del rodamiento usado una vez ha sido vencido, rodeado por el utillaje empleado.
Debido a la fuerza ejercida por la guillotina hemos tenido algún daño colateral de escasa entidad, la arandela calibrada para ajustar el entre-diente ha quedado "tocada", pero no importa pues será sustituida.
Para concluir os dejo la medida de esta arandela: 2,25 mm

Aquí concluye otro "asalto" con el grupo
Seguiremos informando.
Un saludo a todos.
Entonces no sale con la mano no??? Ya decía yo que no era normal...
Madre mía! Casi que prefiero que salga...
Eso no lo saco yo ni loco...
Hola de nuevo, ya tengo el recambio pero falta la herramienta, a ver si la semana que viene :undecided:.
Bueno pues como cuando medimos las arandelas de pre-carga del rodamiento grande con nuestro palmer "calidade" 12 euros :rolleyes2: recordad que nos daba un poco más de medida, es decir las arandelas de 0,90 mm decía que 0,93 mm por lo cual yo pensaba que medía "algo" de más, vaya precisión ja, ja, ja y por eso cuando ha tocado medir la arandela pequeña usada, me daba un valor de 2,27 mm y visto lo anterior lo lógico era pensar que la arandela tenía en realidad de 0,25 mm ... pero aquí no hay nada lógico :shocked:
Para la foto apreté un poco más el husillo (sin carraca) del palmer para que se vieran los 2,25 pero he editado la foto para poner los 2,27 que mide el cacharro y ahora veréis por qué.
Foto del recambio.

La arandela que aparece en la foto es de 2,25 mm (así la encargué) y trae el número pintado en una cara. La mido con el "palmercalidadegüena" y aparecen 2, 22 mm :shocked: es decir 0,05 menos que la otra, total que la que he quitado no es de 2,25, si no de 2,30 mm :lipsrsealed: .... pero bueno como en el conce la tenían en stock me la han cambiado por la otra.
Otro detalle es el lugar de fabricación del rodamiento cónico, cada vez es más usual pagar precios alemanes para mano de obra económica ......... así nos va en la actualidad
Una imagen nada más

Seguiré contando cuando tenga los extractores y nos liemos a ello (ya veremos el resultado)
Un saludo a todos
Bueno pues como cuando medimos las arandelas de pre-carga del rodamiento grande con nuestro palmer "calidade" 12 euros :rolleyes2: recordad que nos daba un poco más de medida, es decir las arandelas de 0,90 mm decía que 0,93 mm por lo cual yo pensaba que medía "algo" de más, vaya precisión ja, ja, ja y por eso cuando ha tocado medir la arandela pequeña usada, me daba un valor de 2,27 mm y visto lo anterior lo lógico era pensar que la arandela tenía en realidad de 0,25 mm ... pero aquí no hay nada lógico :shocked:
Para la foto apreté un poco más el husillo (sin carraca) del palmer para que se vieran los 2,25 pero he editado la foto para poner los 2,27 que mide el cacharro y ahora veréis por qué.
Foto del recambio.
La arandela que aparece en la foto es de 2,25 mm (así la encargué) y trae el número pintado en una cara. La mido con el "palmercalidadegüena" y aparecen 2, 22 mm :shocked: es decir 0,05 menos que la otra, total que la que he quitado no es de 2,25, si no de 2,30 mm :lipsrsealed: .... pero bueno como en el conce la tenían en stock me la han cambiado por la otra.
Otro detalle es el lugar de fabricación del rodamiento cónico, cada vez es más usual pagar precios alemanes para mano de obra económica ......... así nos va en la actualidad
Una imagen nada más
Seguiré contando cuando tenga los extractores y nos liemos a ello (ya veremos el resultado)
Un saludo a todos
T-93,leo todos tus trabajos y la verdad es que te toca todo......
bueno comentarte que a mi nunca me toco reparar mi grupo y espero que no me toque..jajaja
pero sacar las pistas internas me ha tocado unas cuantas y las sacaba dándoles un cordón de soldadura,se joden pero como es para cambiar pues no pasa na,y salen solas...
espero haberte ayudado en algo...
un saludo
bueno comentarte que a mi nunca me toco reparar mi grupo y espero que no me toque..jajaja
pero sacar las pistas internas me ha tocado unas cuantas y las sacaba dándoles un cordón de soldadura,se joden pero como es para cambiar pues no pasa na,y salen solas...
espero haberte ayudado en algo...
un saludo
..//.. las sacaba dándoles un cordón de soldadura ..//..
Pues un poco de todo sí me va tocando y da igual una moto que otra
, pero debe ser una prueba del más allá o yo que sé, salud para ir sonriendo ante cada escollo que se vaya presentando.¿Sirve soldadura de electrodo o has usado otra?
Gracias y un saludo
versiano
Curveando
utrillano
Curveando
Hola a todos, ya ando por aquí para preguntaros una cosa ...
Alguien sabe ¿qué es esto? :rolleyes2:

A ver otra "pista" que os pongo

......... continuará .............
anillo de compromiso aleman.
Victormes
Curveando
parresse una casserola alemana sin el fooonndoo para la salsa sauerbraaaautennnn....:cheesy: schoooone.......
o un silmerilrrringen parra los pechos....de las valkirrias......:cheesy::cheesy:
no, ahora en serio con un lapicero sirve para hacer "circulos" - como de pequeños con un vaso, no? jajjaajjjaaaaaaaa
o un silmerilrrringen parra los pechos....de las valkirrias......:cheesy::cheesy:
no, ahora en serio con un lapicero sirve para hacer "circulos" - como de pequeños con un vaso, no?
jajjaajjjaaaaaaaaPues estáis todos casi en lo cierto os dejo otra pista ... aunque ya se ha descubierto el pastel

Este es el maletín de la señorita pepis, con sus complementos para seguir jugando otro poco ......... :cheesy:
Aquí os marco con la punta del destornillador la pista por la cual hemos estado parados casi dos semanas ...

ahora os presento al extractor que vamos a utilizar y a su acompañante el martillo de masas.

El extractor abarca un rango de medida, en este caso de 39 a 43 mm y se regula mediante dos llaves para conseguir el diámetro adecuado a la pista a extraer. En este caso nos toca abrir.

A continuación tras sujetar la carcasa del grupo en un tornillo de banco, introducimos el extractor y regulamos su apertura hasta que quede ajustado a la pista.
Una vez hecho empezamos a dar calor por la parte exterior de la carcasa y cuando lo tenemos ya calentito, roscamos el martillo de masas ....

... y comenzamos a dar toques suaves y repetitivos, comprobando que la pista comienza a salir :bounce:

Y poco más os puedo decir, ha sido coser y cantar. A decir verdad este kit no rezuma calidad pero para un uso esporádico que se le va a dar es suficiente.
A medida que la pista empieza a salir, el extractor coge holgura y es necesario ir abriendo de poco en poco, para que no tenga huelgo.
Pista fuera

Os dejo una foto de la carcasa sin la pista del rodamiento cónico.

Que estoy muy contento después de ganar la partida a la pista y ya se ha comentado que con buena herramienta .... :rolleyes2:
Nada más por hoy, solo quería contaros este nuevo pasito en mi senda dentro del "mundoK".
Gracias y un saludo, en especial a "Sami3D" por ser él quién facilitó el enlace para la adquisición de estos extractores
os dejo otra pista ... aunque ya se ha descubierto el pastel
Este es el maletín de la señorita pepis, con sus complementos para seguir jugando otro poco ......... :cheesy:
Aquí os marco con la punta del destornillador la pista por la cual hemos estado parados casi dos semanas ...
ahora os presento al extractor que vamos a utilizar y a su acompañante el martillo de masas.
El extractor abarca un rango de medida, en este caso de 39 a 43 mm y se regula mediante dos llaves para conseguir el diámetro adecuado a la pista a extraer. En este caso nos toca abrir.
A continuación tras sujetar la carcasa del grupo en un tornillo de banco, introducimos el extractor y regulamos su apertura hasta que quede ajustado a la pista.
Una vez hecho empezamos a dar calor por la parte exterior de la carcasa y cuando lo tenemos ya calentito, roscamos el martillo de masas ....
... y comenzamos a dar toques suaves y repetitivos, comprobando que la pista comienza a salir :bounce:
Y poco más os puedo decir, ha sido coser y cantar. A decir verdad este kit no rezuma calidad pero para un uso esporádico que se le va a dar es suficiente.
A medida que la pista empieza a salir, el extractor coge holgura y es necesario ir abriendo de poco en poco, para que no tenga huelgo.
Pista fuera
Os dejo una foto de la carcasa sin la pista del rodamiento cónico.
Que estoy muy contento después de ganar la partida a la pista y ya se ha comentado que con buena herramienta .... :rolleyes2:
Nada más por hoy, solo quería contaros este nuevo pasito en mi senda dentro del "mundoK".
Gracias y un saludo, en especial a "Sami3D" por ser él quién facilitó el enlace para la adquisición de estos extractores
Última edición:
Victormes
Curveando
en el foro la maneta he leido que sacan los rodamientos pequeños con tacos expansivos para hormigon (es el mismo sistema que esos extractores), pero para rodamientos más pequeños! - pedazo de idea! apuntárosla!!
en el foro la maneta he leido que sacan los rodamientos pequeños con tacos expansivos para hormigon (es el mismo sistema que esos extractores), pero para rodamientos más pequeños! - pedazo de idea! apuntárosla!!
Gracias por la idea
, ya en su día rozak ya planteó la posibilidad aunque estos tacos tipo hilti al no tener "labio" eran propensos a resbalar, desde luego quizá como indicas para pistas pequeñas puedan hacer el apaño, pero al aumentar el diámetro también aumentan las complicaciones.Te dejo una foto en detalle de un taco expansivo y un extractor, he marcado en amarillo el labio que es el matiz para que la cosa funcione. El taco es para diámetro 16 mm y el extractor es de rango 18 a 23 mm (para que sean similares).

Pero en caso de no disponer de extractor por intentarlo no se pierde nada, si acaso el tiempo
Un saludo
PD: Ahora mirando la foto me percato de otra cosa, como en el caso de la pista que he sacado ... al ir ubicada en un agujero ciego, puede ocurrir que no quede espacio debajo de la pista para el grosor de la tuerca del taco, mientras que la longitud del extractor termina en el citado "labio"
Última edición:
chanitopere
Allá vamos
Vaya taller que vas amontar, con herramientas de calidad, da gusto trabajar con buenos medios, y es que la cosa se complica mucho para hacer cualquier chorradita ,precisamente por no disponer de ellas, enhorabuena....
Sami3D
Allá vamos
Aquí al único al que hay que darle las gracias es a ti, por tu enorme paciencia de documentación en todo lo que haces, tus post son un pozo de información donde todos bebemos, poder echarte un cable en algo (cosa difícil) es todo un honor.Gracias y un saludo, en especial a "Sami3D" por ser él quién facilitó el enlace para la adquisición de estos extractores
A mandar Sami3D, el honor es mío por poder aportar algo, porque recuerdo que al empezar en el foro me ayudé de otros que llevaban más camino recorrido que yo
Bueno pues muchas cosas que contar y poco tiempo para hacerlo, que le vamos a hacer .... os adelanto un poco.
Como ya sabéis llegaron los extractores y se pudo sacar la pista del rodamiento cónico y ya he terminado de medir y montar mi grupo, otra cosa será el día que pueda instalarlo y probar a ver que pasa.
De otra parte recordaréis que la rueda trasera de la moto de rozak tenía holgura lateral, pues nos hemos liado con ella y ya está desmontado el asunto, en principio la cosa no está nada bien, pues la arandela del rodamiento cónico está destrozada y el rodamiento se sale solo, además el eje presenta unas marcas de una antigua reparación que indica que ya hubo problemas con este grupo .... bueno que me enrollo, debo abrir un hilo contando esta historia, así podréis conocer los pormenores y la solución que le podemos dar, a fecha de hoy estamos pensando ... pero algo se nos ocurrirá.
De momento os dejo como introducción la foto de la pista nueva del rodamiento cónico colocada en su sitio (ya subiré más).

Saludos
Bueno pues muchas cosas que contar y poco tiempo para hacerlo, que le vamos a hacer .... os adelanto un poco.
Como ya sabéis llegaron los extractores y se pudo sacar la pista del rodamiento cónico y ya he terminado de medir y montar mi grupo, otra cosa será el día que pueda instalarlo y probar a ver que pasa.
De otra parte recordaréis que la rueda trasera de la moto de rozak tenía holgura lateral, pues nos hemos liado con ella y ya está desmontado el asunto, en principio la cosa no está nada bien, pues la arandela del rodamiento cónico está destrozada y el rodamiento se sale solo, además el eje presenta unas marcas de una antigua reparación que indica que ya hubo problemas con este grupo .... bueno que me enrollo, debo abrir un hilo contando esta historia, así podréis conocer los pormenores y la solución que le podemos dar, a fecha de hoy estamos pensando ... pero algo se nos ocurrirá.
De momento os dejo como introducción la foto de la pista nueva del rodamiento cónico colocada en su sitio (ya subiré más).
Saludos
janSolo
Curveando
Pues estaba yo buscando grupos traseros por eBay, a ver si encontraba uno con pocos kilometros, por aquello de mas vale prevenir, y creia haber encontrado uno con 22 mil km, practicamente nuevo, y con su disco perforado y todo:

... peeeero al mirarlo por segunda vez veo que esta mal listado: es de R y no de K.
No obstante, en un segundo vistazo se me ocurre una idea loca: bastaria con mecanizarlo e insertar un esparrago para el amortiguador? Entraria "tal cual" en nuestro brazo de cardan??? Por un lado estan los tornillos de acople. Por otro, el cardan.
Luego hay otro problema, y es que no tiene el captador de velocidad. Aqui no valdria con agujerear para acoplarlo, ya que le faltara la pieza interior.
Os dejo que le deis vueltas a esta idea loca
Saludos
janSolo
... peeeero al mirarlo por segunda vez veo que esta mal listado: es de R y no de K.
No obstante, en un segundo vistazo se me ocurre una idea loca: bastaria con mecanizarlo e insertar un esparrago para el amortiguador? Entraria "tal cual" en nuestro brazo de cardan??? Por un lado estan los tornillos de acople. Por otro, el cardan.
Luego hay otro problema, y es que no tiene el captador de velocidad. Aqui no valdria con agujerear para acoplarlo, ya que le faltara la pieza interior.
Os dejo que le deis vueltas a esta idea loca
Saludos
janSolo
..//.. Os dejo que le deis vueltas a esta idea loca
Pues no sé yo, en este caso creo que por el diseño de la pieza no podrá ser, pero ojo que no he desmontado ninguno para saberlo a ciencia cierta.
Un saludo
Bueno pues os voy a contar otro poco para seguir un orden y no dejarme nada.
La arandela pequeña nueva que he montado para el rodamiento cónico es de 2,30 mm

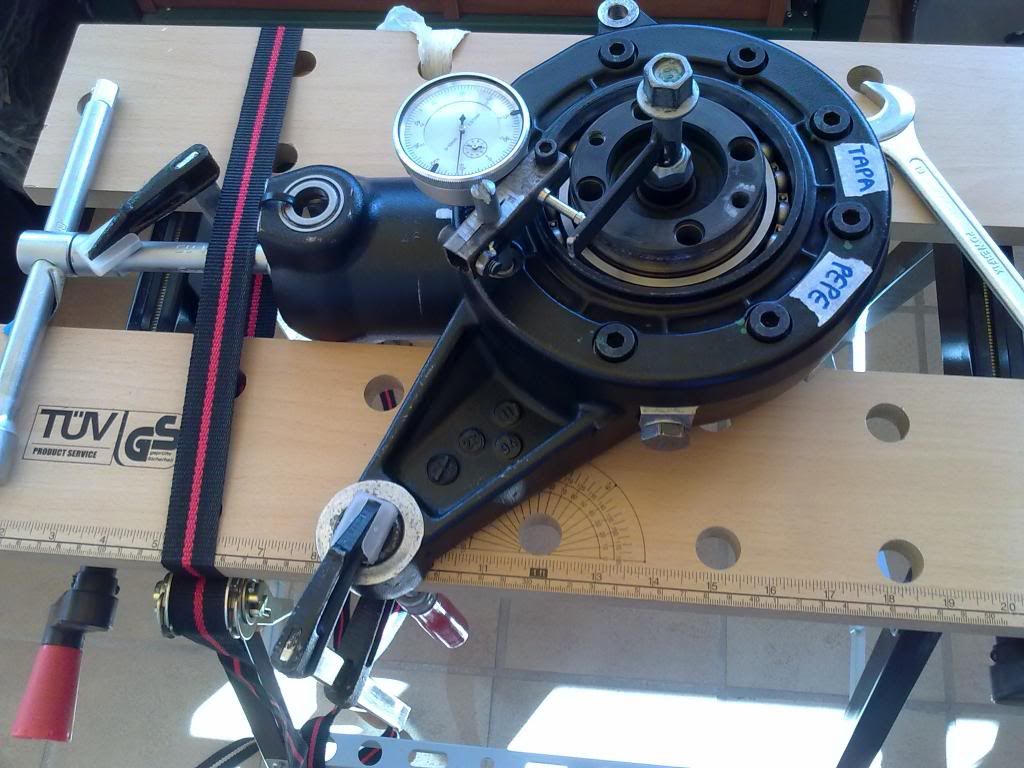
Ahora os dejo una foto rotulada donde explico un poco la forma de sujetar el grupo para realizar la comprobación de la holgura entre-diente de la corona respecto al piñón de ataque.
Observad que he puesto "tapa de Pepe" y es para no confundir entre ambas, he dejado la mía con el aro tórico y el retén nuevo puestos y he usado esta para centrar y sujetar la corona dentro de la carcasa al carecer del útil bmw, ya que al no tener el retén ni el aro de goma permite mayor movilidad a la corona.
Para bloquear el movimiento del piñón de ataque, debemos bloquear la salida o más bien entrada desde el árbol de transmisión, donde encontraremos una tuerca hexagonal de 35 mm, de esta forma al bloquear esta tuerca y por lo tanto el piñón ... ya podemos mover la corona con la mano para medir el juego entre ambos.
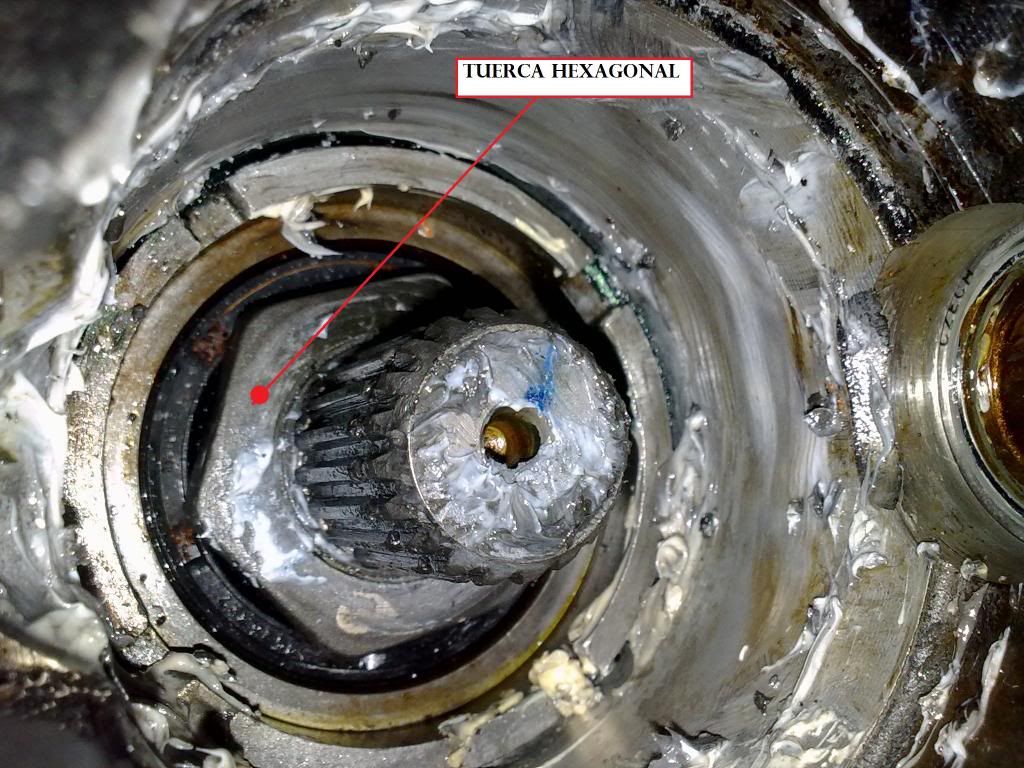
Llave vaso necesaria para el bloqueo, en este caso no la tenía y me la prestaron, es pequeñita :rolleyes2:.

Comenzamos a medir, ayudado de los útiles "made in Fara" y del reloj comparador, puesta a cero ...

Y tras mover hacia un lado y hacia el otro varias veces se alcanza un valor máximo de "casi" 12 centésimas de milímetro ...

Por lo tanto y según el manual de nuestra moto que permite valores entre 0,07 y 0,16 mm , la cosa está dentro de tolerancia :cheesy:
Os dejo otra foto ...
Y aquí ya cerrado para instalar en la moto y luego añadir su aceite correspondiente.

Bueno queridos foreros, pues el grupo ya ha sido instalado en la moto gracias a la ayuda prestada por rozak, he salido a rodar con ella y el grupo va estupendo, pero el ruido sigue :shocked: ........... hala toma moreno !!!!!!!!!!! (como decía el rokefeller) y a decir verdad debo revisar la especie de cuaderno de bitácora que tengo como historial de la moto y cuando encuentre una cosa os lo cuento, sumado a que mañana intentaremos colocar otra rueda trasera en Espe, para descartar lo citado por gustavo que dijo que sus avon hacían ruido al rodar (porque si no ya me dirás).
Hasta aquí de momento, aunque me inquieta una cosa: A ver como se lo contamos a mi mujer ............
Mañana más.
Un saludo a todos
La arandela pequeña nueva que he montado para el rodamiento cónico es de 2,30 mm
Ahora os dejo una foto rotulada donde explico un poco la forma de sujetar el grupo para realizar la comprobación de la holgura entre-diente de la corona respecto al piñón de ataque.
Observad que he puesto "tapa de Pepe" y es para no confundir entre ambas, he dejado la mía con el aro tórico y el retén nuevo puestos y he usado esta para centrar y sujetar la corona dentro de la carcasa al carecer del útil bmw, ya que al no tener el retén ni el aro de goma permite mayor movilidad a la corona.
Para bloquear el movimiento del piñón de ataque, debemos bloquear la salida o más bien entrada desde el árbol de transmisión, donde encontraremos una tuerca hexagonal de 35 mm, de esta forma al bloquear esta tuerca y por lo tanto el piñón ... ya podemos mover la corona con la mano para medir el juego entre ambos.
Llave vaso necesaria para el bloqueo, en este caso no la tenía y me la prestaron, es pequeñita :rolleyes2:.
Comenzamos a medir, ayudado de los útiles "made in Fara" y del reloj comparador, puesta a cero ...
Y tras mover hacia un lado y hacia el otro varias veces se alcanza un valor máximo de "casi" 12 centésimas de milímetro ...
Por lo tanto y según el manual de nuestra moto que permite valores entre 0,07 y 0,16 mm , la cosa está dentro de tolerancia :cheesy:
Os dejo otra foto ...
Y aquí ya cerrado para instalar en la moto y luego añadir su aceite correspondiente.
Bueno queridos foreros, pues el grupo ya ha sido instalado en la moto gracias a la ayuda prestada por rozak, he salido a rodar con ella y el grupo va estupendo
, pero el ruido sigue :shocked: ........... hala toma moreno !!!!!!!!!!! (como decía el rokefeller) y a decir verdad debo revisar la especie de cuaderno de bitácora que tengo como historial de la moto y cuando encuentre una cosa os lo cuento, sumado a que mañana intentaremos colocar otra rueda trasera en Espe, para descartar lo citado por gustavo que dijo que sus avon hacían ruido al rodar (porque si no ya me dirás).Hasta aquí de momento, aunque me inquieta una cosa: A ver como se lo contamos a mi mujer ............
Mañana más.
Un saludo a todos
utrillano
Curveando
Bueno pues os voy a contar otro poco para seguir un orden y no dejarme nada.
La arandela pequeña nueva que he montado para el rodamiento cónico es de 2,30 mm
Ahora os dejo una foto rotulada donde explico un poco la forma de sujetar el grupo para realizar la comprobación de la holgura entre-diente de la corona respecto al piñón de ataque.
Observad que he puesto "tapa de Pepe" y es para no confundir entre ambas, he dejado la mía con el aro tórico y el retén nuevo puestos y he usado esta para centrar y sujetar la corona dentro de la carcasa al carecer del útil bmw, ya que al no tener el retén ni el aro de goma permite mayor movilidad a la corona.
Para bloquear el movimiento del piñón de ataque, debemos bloquear la salida o más bien entrada desde el árbol de transmisión, donde encontraremos una tuerca hexagonal de 35 mm, de esta forma al bloquear esta tuerca y por lo tanto el piñón ... ya podemos mover la corona con la mano para medir el juego entre ambos.
Llave vaso necesaria para el bloqueo, en este caso no la tenía y me la prestaron, es pequeñita :rolleyes2:.
Comenzamos a medir, ayudado de los útiles "made in Fara" y del reloj comparador, puesta a cero ...
Y tras mover hacia un lado y hacia el otro varias veces se alcanza un valor máximo de "casi" 12 centésimas de milímetro ...
Por lo tanto y según el manual de nuestra moto que permite valores entre 0,07 y 0,16 mm , la cosa está dentro de tolerancia :cheesy:
Os dejo otra foto ...
Y aquí ya cerrado para instalar en la moto y luego añadir su aceite correspondiente.
Bueno queridos foreros, pues el grupo ya ha sido instalado en la moto gracias a la ayuda prestada por rozak, he salido a rodar con ella y el grupo va estupendo
Hasta aquí de momento, aunque me inquieta una cosa: A ver como se lo contamos a mi mujer ............
Mañana más.
Un saludo a todos
jajajaja pues cuentaselo con mucho cariño.
saludos.
versiano
Curveando
Hasta aquí de momento, aunque me inquieta una cosa: A ver como se lo contamos a mi mujer ............
Mañana más.
Un saludo a todos
Madre mía... mejor no le cuentes nada!!! dile que va de cine... que si no te va a mandar a ti y a Espe al otro "taller" de exilio...
Ojalá sea el "gomático", que si no te veo despelotando a Espe otra vez... y si no, disfruta de la moto, sube el volumen de la radio y pasa de ruidos... (te lo dice uno que no puede ni oir nada porque se pone nervioso, jejeje) y después del verano, pues ya verás!!
Mucha suerte!!
Katrasca
Allá vamos
Contar...... contar.... yo lo que haria la invitaria a subir a la moto y le diria: " que bien que va ahora "....jajajajaja con el faenon que has tenido y todavia sigue ese ruido? creo que comparto lo que comenta Versiano..... hechale gasolina y a disfrutar ...... ya saldrá el ruido....por cierto: este finde he estado en Zaragoza, bonita ciudad.....podriamos quedar algun domingo para comer? esta en el centro, y nos iria bien a casi todos..... lo dejo caer !!!!!
salud
salud
..//.. sube el volumen de la radio y pasa de ruidos... (te lo dice uno que no puede ni oir nada porque se pone nervioso, jejeje) y después del verano, pues ya verás!!
Mucha suerte!!
Lo que ocurre es que todavía no tengo montada la radio
Un saludo
..//.. este finde he estado en Zaragoza, bonita ciudad.....podriamos quedar algun domingo para comer? esta en el centro, y nos iria bien a casi todos..... lo dejo caer !!!!! salud
Gracias por tu idea
, lo de quedar en Zaragoza ya lo hablé con JanSolo y en cuanto tengamos las motos en orden de marcha y acompañe el tiempo será cuestión de buscar una fecha ................ anticipo que el 11 de mayo no vale Un saludo
Bueno señores pues ya tengo conclusiones: Manda eggs
Pues tras quedar con rozak y recibir prestada su rueda trasera se la hemos instalado a Espe y a rodar tocaba.
"Peaso" rueda Metzeler Z6 (medida 160).

Otra foto para mostrar la que yo llevo ahora.
marca AVON modelo AZARO medidas 140/80/17

Pues señores foreros tras dar una vuelta de prueba con la moto, puedo comentar que el ruido ...
ha desaparecido ...
y no salgo de mi asombro, pues creed que el sonido que emite o produce bien pudiera ser un rodamiento tocado, nunca en mi vida me ha ocurrido nada similar en todas la motos que he llevado (ciclomotores, luego morini, yamaha y honda de trail, kawasaki, honda, bmw de turismo y alguna que otra vespa) si acaso en alguna con rueda de tacos sonaba algo, pero no como lo de ahora.
Estoy flipando con este asunto, aunque tras revisar las fechas de lo hecho en la moto era lógico sospechar del neumático, pero no doy crédito.
Ahora os podéis reír como lo hago yo, porque prefiero esto a cabrearme pues aparte del gasto perjudicando la hucha de dos meses entre los 120 euros del recambio y otros 180 de distinta herramienta :angry: me he tirado si moto más de un mes :smash:
Es mejor quedarse con lo bueno, ya que ahora es difícil que algún grupo se nos resista y tenemos la prueba de fuego con la moto de rozak, ya que su grupo está destripado y bastante perjudicado y vamos a renovar rodamientos al que traía Espe para que pueda aprovecharlo y queda la espera del recambio.
Vamos con el calendario: El día 30 de diciembre del pasado año probé a Espe sin carenado durante un trayecto de 14 kms y no escuché nada raro salvo el clac-clac de la transmisión al arrancar, solo tenía la avon delantera cambiada. El 05 de enero cambié también la avon trasera y al empezar a usarla empezó el zumbido, que os contaba aquí mismo el 16 de enero.
Si a esto sumamos que el zumbido en el Kanguro empezó poco antes de su baja, os diré que las avon se montaron en junio con cerca de 124000 y rodó hasta los 127000, o sea tres mil kms donde yo usaba la radio y claro hasta que cuadró un día que no la encendí y escuché lo que yo pensaba era un mal del grupo cónico :undecided:
También era raro que los dos grupos fallaran, pero era eso o caja de cambios porque por ahí detrás no tenemos más rodamientos y la caja quedó descartada pues en el Kanguro rodé con dos cajas distintas y ahora con la de Espe sonaba igual.
Bueno pues ya lo he puesto en la foto pero lo repito:
Cuidado con el AVON AZARO 140/80/17 porque o es una mierdecilla o me ha tocado la unidad 1 millón
Paradojas de la vida que suelo decir, fuí buscando un remedio al Kanguro y me endiñaron un zumbidillo, lo cual me recuerda al chiste del ¿Quién va? Un cojo .... ¿Un cojo? Pues toma chepa :rolleyes2:
Bueno pues seguiremos rodando con estos avon a ver si se gastan de una vez porque no esta la cosa para cambiar ruedas cada dos por tres y así mientras instalo la radio llevo el "sonidito" para entretenerme.
Un saludo a todos
Pues tras quedar con rozak y recibir prestada su rueda trasera se la hemos instalado a Espe y a rodar tocaba.
"Peaso" rueda Metzeler Z6 (medida 160).
Otra foto para mostrar la que yo llevo ahora.
marca AVON modelo AZARO medidas 140/80/17
Pues señores foreros tras dar una vuelta de prueba con la moto, puedo comentar que el ruido ...
ha desaparecido ...
y no salgo de mi asombro, pues creed que el sonido que emite o produce bien pudiera ser un rodamiento tocado, nunca en mi vida me ha ocurrido nada similar en todas la motos que he llevado (ciclomotores, luego morini, yamaha y honda de trail, kawasaki, honda, bmw de turismo y alguna que otra vespa) si acaso en alguna con rueda de tacos sonaba algo, pero no como lo de ahora.
Estoy flipando con este asunto, aunque tras revisar las fechas de lo hecho en la moto era lógico sospechar del neumático, pero no doy crédito.
Ahora os podéis reír como lo hago yo, porque prefiero esto a cabrearme pues aparte del gasto perjudicando la hucha de dos meses entre los 120 euros del recambio y otros 180 de distinta herramienta :angry: me he tirado si moto más de un mes :smash:
Es mejor quedarse con lo bueno, ya que ahora es difícil que algún grupo se nos resista y tenemos la prueba de fuego con la moto de rozak, ya que su grupo está destripado y bastante perjudicado y vamos a renovar rodamientos al que traía Espe para que pueda aprovecharlo y queda la espera del recambio.
Vamos con el calendario: El día 30 de diciembre del pasado año probé a Espe sin carenado durante un trayecto de 14 kms y no escuché nada raro salvo el clac-clac de la transmisión al arrancar, solo tenía la avon delantera cambiada. El 05 de enero cambié también la avon trasera y al empezar a usarla empezó el zumbido, que os contaba aquí mismo el 16 de enero.
Si a esto sumamos que el zumbido en el Kanguro empezó poco antes de su baja, os diré que las avon se montaron en junio con cerca de 124000 y rodó hasta los 127000, o sea tres mil kms donde yo usaba la radio y claro hasta que cuadró un día que no la encendí y escuché lo que yo pensaba era un mal del grupo cónico :undecided:
También era raro que los dos grupos fallaran, pero era eso o caja de cambios porque por ahí detrás no tenemos más rodamientos y la caja quedó descartada pues en el Kanguro rodé con dos cajas distintas y ahora con la de Espe sonaba igual.
Bueno pues ya lo he puesto en la foto pero lo repito:
Cuidado con el AVON AZARO 140/80/17 porque o es una mierdecilla o me ha tocado la unidad 1 millón
Paradojas de la vida que suelo decir, fuí buscando un remedio al Kanguro y me endiñaron un zumbidillo, lo cual me recuerda al chiste del ¿Quién va? Un cojo .... ¿Un cojo? Pues toma chepa :rolleyes2:
Bueno pues seguiremos rodando con estos avon a ver si se gastan de una vez porque no esta la cosa para cambiar ruedas cada dos por tres y así mientras instalo la radio llevo el "sonidito" para entretenerme.
Un saludo a todos
Última edición:
Quique con K
Curveando
pues a pesar de todo... ¡¡¡ENHORABUENA!!!
saludos.
saludos.
..//..
O sea que debe ser que ambos grupos están dando la cara, así pues quizá pruebe a montar la otra rueda que tengo para ver si es causa del neumático como bien apunta gustavo y otra cosa, aunque en vacío no suena, puedo probar a soltar la pinza del freno trasero por si fuera un roce del disco (cosas más raras se han visto) aunque al pisar el freno no se quita el sonido, si fuera roce debía mitigarse al frenar por la presión ejercida. Ya veremos.
..//..
Pues recupero esta respuesta mía del 14.02.2013, para indicar que ya gustavo lo advirtió y yo dejé en cosas pendientes el probar con otra rueda, cosa que no llegué a hacer y bueno ..... :embarassed: se hubiera evitado abrir dos grupos cónicos que de momento funcionaban, aunque es verdad que ahora quedarán vistos para otros cuantos años .............. que paciencia tengo ¿no?
Un saludo
chanitopere
Allá vamos
Bueno y digo yo una cosa, no tienes la rueda trasera del canguro???
se han cruzado las respuestas y ha quedado una pregunta de lo más gili.....
se han cruzado las respuestas y ha quedado una pregunta de lo más gili.....
Bueno y digo yo una cosa, no tienes la rueda trasera del canguro???
se han cruzado las respuestas y ha quedado una pregunta de lo más gili.....
Efectivamente chanitopere, fueron usadas durante 7000 kms (aprox). Son un juego delantera y trasera metzeler lasertec, pero están quitadas de la llanta y toca pagar quitar unas y poner otras, total que si desgasto estas antes eso que me ahorro ................... a no ser que vaya para la acequia con la avon
Las pondré al gastar estas, pues están a media vida.Gracias
janSolo
Curveando
"Peaso" rueda Metzeler Z6 (medida 160).
A que mola el 160? Todo es cuestion de pillarse una llanta de K-RS o de R, 4.5x18.
Es mejor quedarse con lo bueno, ya que ahora es difícil que algún grupo se nos resista y tenemos la prueba de fuego con la moto de rozak, ya que su grupo está destripado y bastante perjudicado y vamos a renovar rodamientos al que traía Espe para que pueda aprovecharlo y queda la espera del recambio.
Sabes lo del japo ese al que se le envia por correo la centralita ABS y la devuelve reparada? Pues puedes hacer lo mismo con los grupos traseros que vayan cascando. Pon una tarifa y amortizas las herramientas
Saludos
janSolo
Katrasca
Allá vamos
Vamos a ver: me estas diciendo que el avon azzaro no vale? pues le acabo de poner uno a mi K...... y de ruido....mmmmm o no hace ruido, o estoy mas sordo que Bethoven !!!! de todas maneras, creo que es pronto para sacar conclusiones sobre el neumatico....
Me alegro que el ruido sea eso , y no extraños seres metidos en las tripas de tu moto !!!!
como bien dice Jan..... ponte un taller de reparacion de grupos traseros, y amortizas el gasto.... con lo que sabes, ...y la experiencia... ya seria rentable !!!
y lo de quedar: aviso dique seco en junio,julio,agosto,septiembre....hay que trabajar !!!!! en estos meses hago fiesta los lunes y creo que no iria bien a casi nadie !!!
Salud !
Me alegro que el ruido sea eso , y no extraños seres metidos en las tripas de tu moto !!!!
como bien dice Jan..... ponte un taller de reparacion de grupos traseros, y amortizas el gasto.... con lo que sabes, ...y la experiencia... ya seria rentable !!!
y lo de quedar: aviso dique seco en junio,julio,agosto,septiembre....hay que trabajar !!!!! en estos meses hago fiesta los lunes y creo que no iria bien a casi nadie !!!
Salud !
Enhorabuena por encontrar la solución:luxhello:!!!. La jodienda para los que lo seguimos es que se acaba este post...... o ¿te queda algo más por desmontar?. Creo que te mereces más que de sobra disfrutar un poco de la moto antes de seguir desmontando más cosas. Lo dicho, que me alegro mucho de que lo hayas solucionado.
Respecto a la rueda de 160 y por las fotos ¿no queda muy pegada al silencioso?¿no interfiere con nada?¿no se vuelve la moto menos manejable en curvas?
Respecto a la rueda de 160 y por las fotos ¿no queda muy pegada al silencioso?¿no interfiere con nada?¿no se vuelve la moto menos manejable en curvas?